



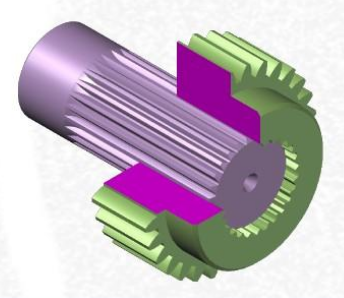
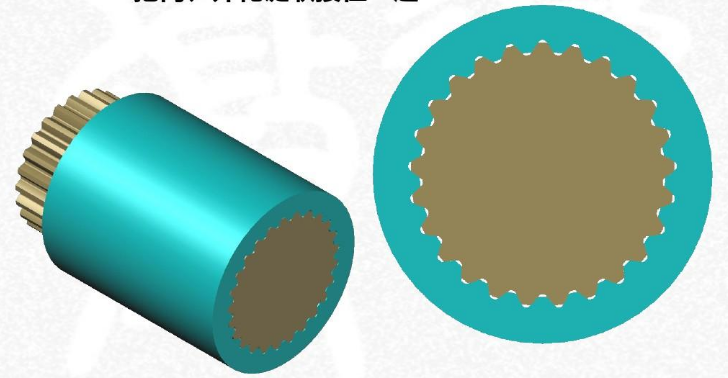
Drážkovaniesú základné mechanické komponenty používané na prenos krútiaceho momentu medzi hriadeľmi a zodpovedajúcimi časťami, ako sú ozubené kolesá alebo remenice. Aj keď sa môžu zdať jednoduché, výber správneho typu a štandardu drážkovania je kľúčový pre zabezpečenie výkonu, kompatibility a efektívnosti výroby.
1. Normy ISO (medzinárodné)
ISO 4156– Definuje priame a špirálové evolventné drážky s uhlami tlaku 30°, 37,5° a 45°.
ISO 4156-1Rozmery
ISO 4156-2Inšpekcia
ISO 4156-3Tolerancie
ISO 14– Zahŕňa metrické modulové drážkovanie (staršia norma, z veľkej časti nahradená normou ISO 4156).
2. Normy ANSI (USA)
ANSI B92.1– Pokrýva evolventné drážky s uhlom tlaku 30°, 37,5° a 45° (v palcoch).
ANSI B92.2M– Metrická verzia evolventného drážkovaného štandardu (ekvivalent ISO 4156).
3. Normy DIN (Nemecko)
DIN 5480– Nemecká norma pre metrické evolventné drážkovanie založená na modulovom systéme (široko používaná v Európe).
DIN 5482– Staršia norma pre evolventné drážkovanie s jemným modulom.
4. Normy JIS (Japonsko)
JIS B 1603– Japonská norma pre evolventné drážkovanie (ekvivalent k normám ISO 4156 a ANSI B92.2M).
5. Normy SAE (automobilový priemysel)
SAE J498– Zahŕňa evolventné drážkovanie pre automobilové aplikácie (v súlade s ANSI B92.1).
Kľúčové parametre evolventných drážok:
1. Počet zubov (Z)
● Celkový počet zubov na drážke.
● Ovplyvňuje prenos krútiaceho momentu a kompatibilitu s protiľahlými časťami
2. Priemer rozstupu (d)
● Priemer, pri ktorom sa hrúbka zuba rovná šírke medzery.
● Často sa používa ako referenčný priemer pre výpočty.
● Rozhodujúce pre určenie uloženie a krútiaceho momentu.
3. Uhol tlaku (α)
● Spoločné hodnoty:30°, 37,5°a 45°
● Definuje tvar profilu zuba.
● Ovplyvňuje kontaktný pomer, pevnosť a vôľu.
4. Modul (metrický) alebo diametrálny rozstup (palec):Definuje veľkosť zuba.

5. Hlavný priemer (D)
● Najväčší priemer drážky (špička vonkajších zubov alebo koreň vnútorných zubov).
6. Menší priemer (d₁)
● Najmenší priemer drážky (koreň vonkajších zubov alebo hrot vnútorných zubov).
7. Priemer základne (d_b)
● Vypočítané ako:
● Používa sa na generovanie evolventného profilu.
8. Hrúbka zuba a šírka medzier
●Hrúbka zuba(na roztečovom kruhu) sa musí zhodovaťšírka priestoruna párovacej časti.
● Ovplyvňuje vôľu a triedu uchytenia (vôľa, prechod alebo interferencia).
9. Vôľa formulára (C_f)
● Priestor v koreňovej časti umožňuje voľný priestor pre nástroj a zabraňuje interferencii.
● Obzvlášť dôležité pri vnútorných drážkach.
10. Trieda prispôsobenia / Tolerancie
● Definuje vôľu alebo presah medzi párovanými časťami.
● Norma ANSI B92.1 zahŕňa triedy tesnosti ako trieda 5, 6, 7 (zvýšená tesnosť).
● Normy DIN a ISO používajú definované tolerančné pásma (napr. H/h, Js atď.).
11. Šírka tváre (F)
● Axiálna dĺžka drážkovaného záberu.
● Ovplyvňuje prenos krútiaceho momentu a odolnosť voči opotrebovaniu.
Typy prispôsobenia:
Bočné prispôsobenie– Prenáša krútiaci moment cez drážkované boky.
Vhodný pre hlavný priemer– Centruje sa na hlavnom priemere.
Prispôsobenie malého priemeru– Centruje sa na menšom priemere.
Triedy tolerancie:Definuje presnosť výroby (napr. trieda 4, trieda 5 v ANSI B92.1).
Aplikácie:
Automobilové prevodovky
Komponenty pre letecký priemysel
Hriadele priemyselných strojov
Čas uverejnenia: 23. júla 2025